Wenn es beim Kommissionieren vor allem auf die unbedingte Fehlerfreiheit ankommt, wie insbesondere bei der Kommissionierung von Medikamenten, spricht vieles für den Einsatz eines Pick-by-Light-Kommissioniersystems. Aber auch bei einem hohen Kommissionier-Durchsatz (ab ca. 10.000 Picks pro Tag mit 600 Durchlaufkanälen bzw. ab 300 – 600 Positionen pro Stunde und Kommissionierer) ist die Investition in eine Pick-by-Light-Kommissionieranlage sinnvoll.

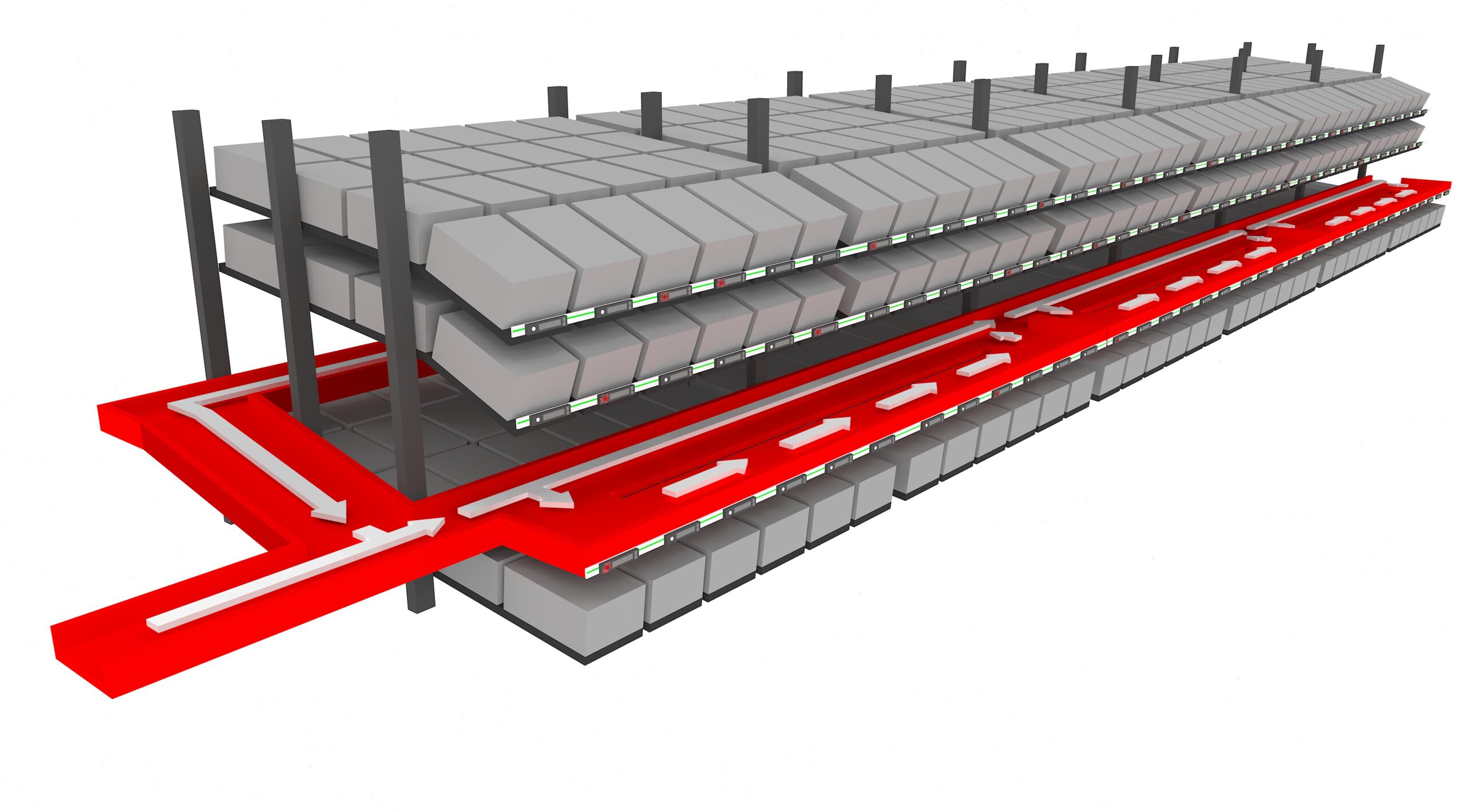
An den Regalfächern sind Fachanzeigen (LED-Leuchten / alpha-numerische Displays) angebracht, die den Bediener durch die Kommissionierzone leiten und durch Leuchten eindeutig darauf hinweisen, wo er Artikel zu entnehmen hat und am Display numerisch anzeigen wie viele Artikel aus diesem Lagerfach. Nachdem die entsprechende Menge „gepickt“ wurde, quittiert der Bediener dies per Tastendruck. Die Bestandsänderung wird direkt an das Lagerverwaltungssystem zurück gemeldet.
Bei der Pick-by-Light Kommissionierung hat der Bediener beide Hände frei, da er weder Abhakarbeiten durchführen noch ein MDE mit sich führen muss.

Am I-Punkt starten die Aufträge. Das System gibt die passende Kartongröße an. Der Bediener klebt den Barcode auf den Karton und gibt ihn auf die Fördertechnik auf.
Die Kartons werden in die einzelnen Zonen ausgeschleust. Die Fachanzeige leuchtet und zeigt dem Mitarbeiter die zu entnehmende Artikelmenge an.
Der Mitarbeiter entnimmt die angezeigte Anzahl der Artikel, kommissioniert direkt in den Versandkarton und quittiert dies an der Fachanzeige.
Eine in die Fördertechnik integrierte Waage gleicht das Soll-/ Ist-Gewicht ab. Fehlerhaft kommissionierte Aufträge werden so erkannt und aussortiert.
Die fertig kommissionierten Kartons werden mit Packmaterial gefüllt, nochmals gewogen und verschlossen. Mit Lieferschein und Versandetikett versehen gehen fehlerfreie Pakete an die Kunden.
Am I-Punkt starten die Aufträge. Das System gibt die passende Kartongröße an. Der Bediener klebt den Barcode auf den Karton und gibt ihn auf die Fördertechnik auf.
Die Kartons werden in die einzelnen Zonen ausgeschleust. Die Fachanzeige leuchtet und zeigt dem Mitarbeiter die zu entnehmende Artikelmenge an.
Der Mitarbeiter entnimmt die angezeigte Anzahl der Artikel, kommissioniert direkt in den Versandkarton und quittiert dies an der Fachanzeige.
Eine in die Fördertechnik integrierte Waage gleicht das Soll-/ Ist-Gewicht ab. Fehlerhaft kommissionierte Aufträge werden so erkannt und aussortiert.
Die fertig kommissionierten Kartons werden mit Packmaterial gefüllt, nochmals gewogen und verschlossen. Mit Lieferschein und Versandetikett versehen gehen fehlerfreie Pakete an die Kunden.
Haben Sie den Wunsch Ihre Abläufe zu automatisieren?
Wissen aber noch nicht genau, welche Technik an welcher Stelle sinnvoll eingesetzt werden kann?
